



Description
Features
- Superior mechanical performance
- Multi-functional barrier properties
- Adaptable processing
Applications
Suitable for food, daily chemicals, industrial packaging
Why Choose Us?
- Comprehensive Packaging Solutions
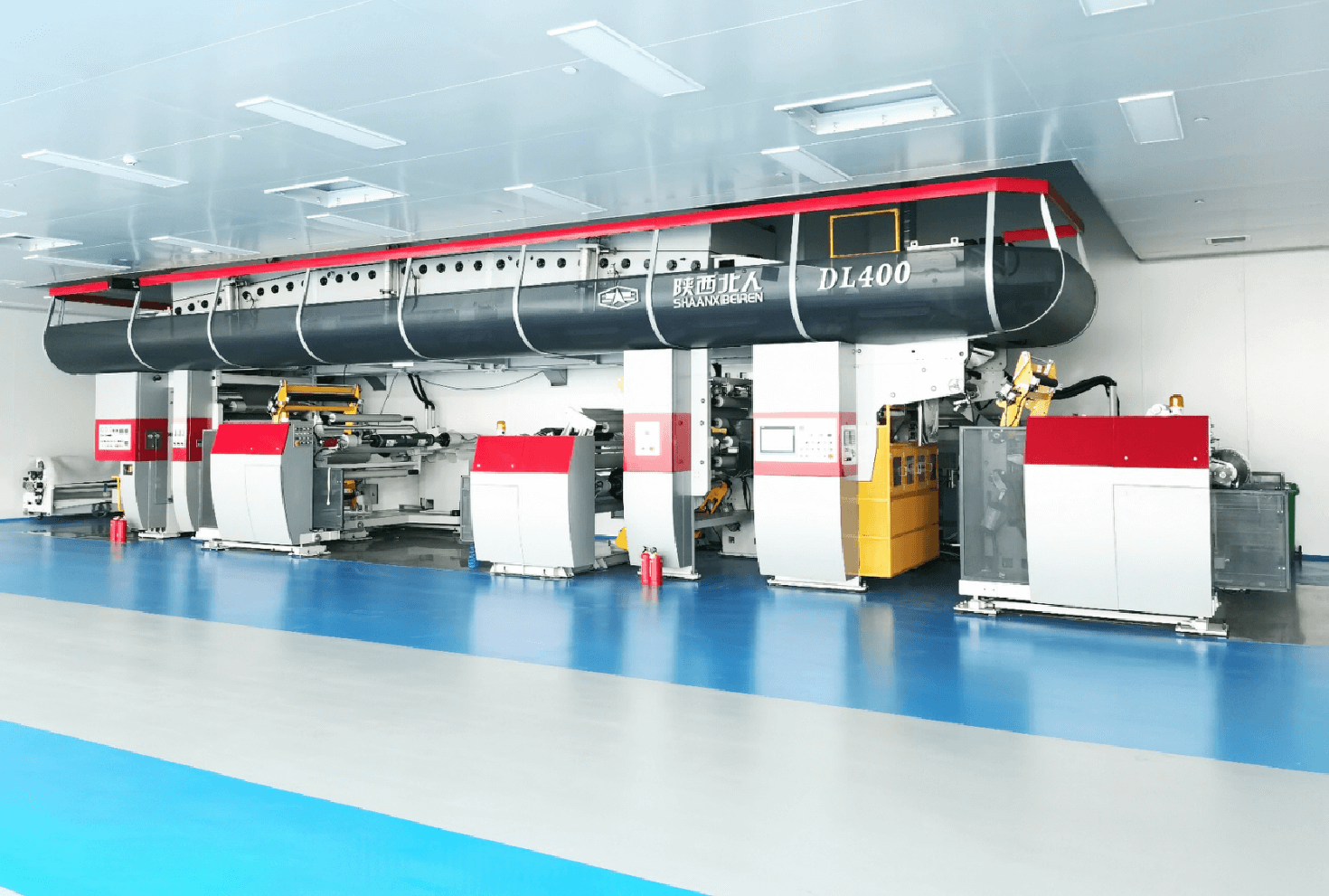
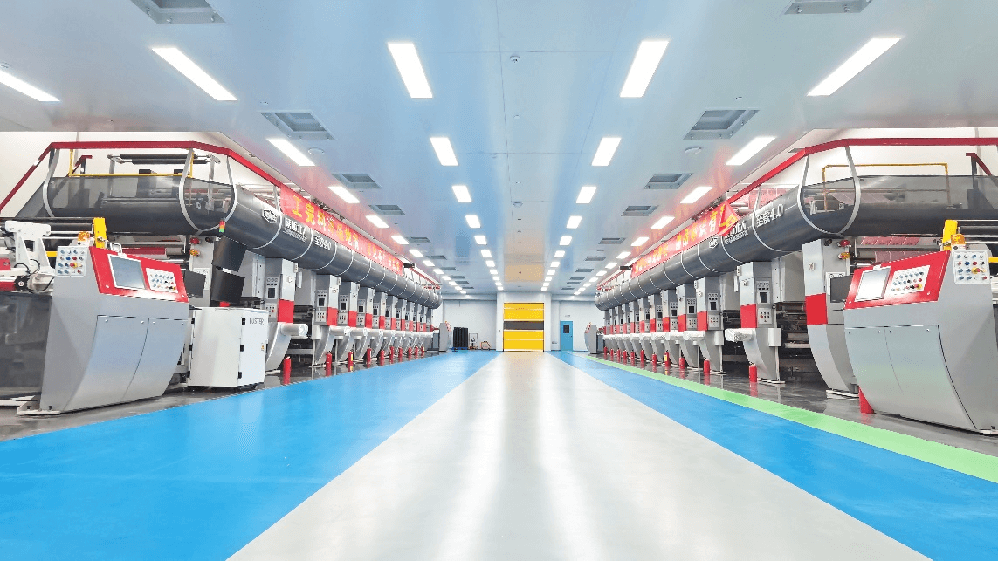
- Safety & Compliance
GMP-certified cleanroom production ensures safe packaging environments for food and pharmaceuticals. - Functional Innovation
Optional NFC anti-counterfeiting tags (ERP-integrated) and temperature-sensitive color-changing labels for real-time cold chain monitoring. - Small-Batch Customization & Fast Delivery
Equipped with HP digital printing machine to support small orders and rapid delivery. - Sustainability Value
Mono-material solutions designed for enhanced recyclability.
{kind=link}
{kind=link}
{kind=link}
{kind=link}